
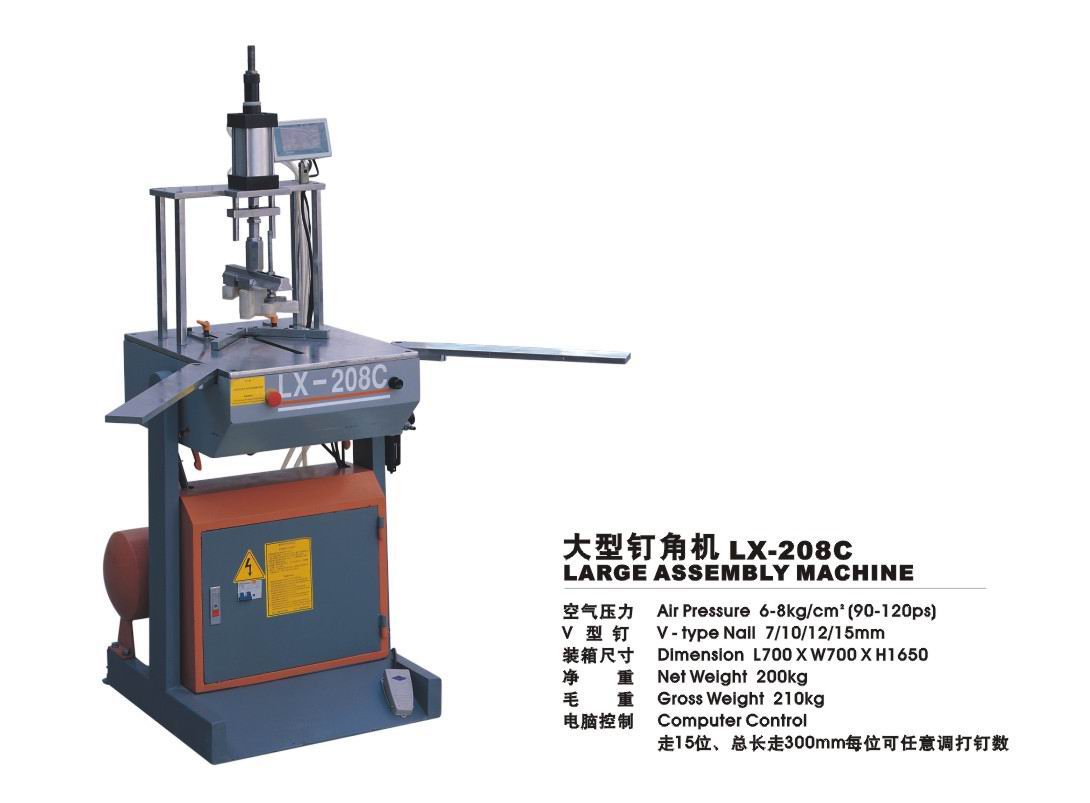
LX-208C大型钉角机
使用说明书
广州联雄五金机械制造厂
Add: 中国广州市增城石滩镇三江中山西路12号
Tel: (020) 82915642
Fax: (020) 82912915
一、 大型钉角机的用途
钉角机是对相框条钉角处理的专用相框机械,大型钉角机针对相框、画框、家具框大框条,需钉多个钉位。该机器电脑控制、自动走15个位置,钉位距离、位置可任意调节。
二、 大型钉角机的技术规格
1、空气压力:6-8kg/cm2(90-120ps)
2、V字钉:7/10/12/15mm
3、外形尺寸:L700-W700-H 1650
4、毛重:210 kg
5、电脑控制、走15位(0---14),总长250 mm,每位可任 意设定打钉数
三、 大型钉角机的结构和传动原理
1、工作原理
经触摸屏设置您所需要的工作参数,由电脑自动控制钉位数量及钉位与钉位之间的距离,压紧装置的工作,每个位置打钉数量。
2、结构
见示意图。
四、 大型钉角机的保养与
1、 所有维护工作应在停机,切断电源时进行。
2、 新机工作30小时后,检查各个螺栓是否有松动。
3、 每个工作日应对导轨、丝杆添加润滑脂,根据工作环境尘埃大小定期清除导轨、丝杆及其它部位污垢。
4、 空气过滤器油杯内保持有机油。
5、 丝杆两端轴承每工作2000小时清洗,更换润滑脂一次
6、 工作时,发现机械工作不正常、有异常响声,应立刻停止工作,查明原因,待处理后方能继续工作。
7、 本机械是高精密自动化机械,非专业人员不可随意打开电箱,更不允许触动电箱内开关及线路。
8、 修改或查看参数时,触动触摸屏力度不可过大(0.1/c),不可用利器敲打触摸屏.
五、 大型钉角机的调整和使用.
1、 根据木线形状,修改、调整下压装置与木线接触面使其吻合。
2、 根据木线厚度,调整压紧气缸行程,使其能压紧木线且不伤木线。调整完毕后,拧紧螺母。
3、 根据所用V形钉尺寸选择,更换对应钉模外壳。
4、 钉位,钉数设定,查看:
接通电源,触摸屏弹出主页联雄相框机械厂
触动触摸屏任何一个位置就可以进入页
年 月 日 参数设置 时间
打 钉 位 置 长 度 \ mm 钉 数 \ 个 上 页
原 位
下 页
第 一 位
(页)
在触摸屏页可设定原位,位打数量及位与原位之间的距离,单位毫米例如:设定位长度23(即位与原位之间距离23),打钉2个。其操作方法:
步:触摸位的长度参数位置。显示屏弹出数值键盘:
数值键盘
显示所设定数量
7 5 9 CLR
清除所设定数量
数字键
4 8 6 ESC
回车键
1 2 3 VEL
清除所设定数置后一位
* 0 一 ENT
确定键
(数值键盘)
第二步:触摸2、3键,显示区显示23,再触摸ENT键(确定键)即完成位与原位之间的距离设定。如显示区显示不是所需数值,触摸CLR或VEL键清除显示区显示数值,再重新输入。
第三步:触摸数字键2,显示区显示2,再触摸ENT键(确定键),即完成位钉数设定。如果显示区显示不是所需数值,触摸CLR或VEL键,清除显示数值,再重新输入。
5、触摸屏页下页键可进入下一页,即第二、三、四位参数页,再按下页键可进入第五、六、七位参数页,依此操作,直至后一页。
打 钉 位 置
长 度 \ mm 钉 数 \ 个
第十四位
设置打钉位数P15
钉位显示\设置
上页 回主页 O
(后一页)
6、用设定位长度,钉数的方法去修改设定原位、第二位、第三位、第四位、第十四位的