
螺丝震动盘、弹片震动盘、垫片震动盘、送料转盘、震动送料器、自动装盘设备、自动控制系统构成。螺丝震动盘、弹片震动盘、垫片震动盘分别将螺丝、弹片、垫片震动输送到送料转盘的3个位置,送料转盘先从螺丝进料口将螺丝悬挂到装盘上。瞬时针旋转时,再到达弹片进料口将弹片悬挂在螺丝上。继续顺时钟旋转,到的垫片进料口,将垫片也悬挂在螺丝上。这样就实现了在螺丝上自动组合弹片和垫片的过程。送料转盘在选择到震动送料器出口的时候,有一个筛选装置。只有组合好了的螺丝、弹片、垫片才能通过这个筛选装置,被震动送料器传输到送料口。否则单独的螺丝、只组合了弹片或垫片的螺丝,都会在通过赛选装置的时候掉落。在震动送料器的出口有一个气动控制的挡板,挡板平时关闭。挡板的前面80mm的地方有个光电开关,当螺丝连续排列在送料口时。自动关闭送料转盘、螺丝震动盘、弹片震动盘、垫片震动盘。挡板后端也安装1个光电开关用于组合后的螺丝装盘计数。
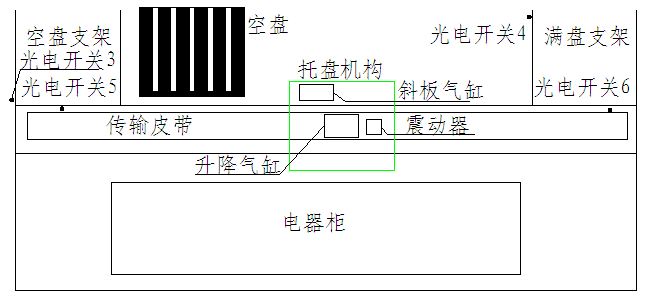
当自动装盘设备运行是先回原点(空盘支架位置),然后气缸推动托盘上升。上升后从空盘支架上取到空盘,然后下降。开始右移,将空盘传输到送料转盘的送料口。气缸再次推动装有空盘的托盘上升,送料口挡板打开。震动送料器开始工作将组合好的螺丝送到空盘内,同时光电开关计数。当空盘的1列计满20个的时候。挡板关闭、空盘右移50mm,挡板打开,计满20个的时候。挡板关闭,空盘再右移50mm,挡板打开......反复4次直到空盘的5列都装满了组合后的螺丝。盘下降、右移到右侧,再将装满螺丝的托盘上升,推升到支架上。完成一次装盘过程。在空盘支架下端安装光电开关3和满盘(装满组合螺丝的盘)支架的上端安装光电开关4。当系统启动是光电开关3有信号(即有空盘),且光电开关4没有信号(即满盘支架没有装满)时控制系统自动进行装盘运行,即满足装盘条件。装盘结束后当光电开关3没有信号或者光电开关4有信号时系统自动停止。直到人工在空盘支架上放入了空盘,或者将满盘支架上的满盘拿走后。满足了装盘条件,系统才会继续进行装盘运行。