


聚焦后的极细的激光光束如同刀具,可将物体表面材料逐点去除,其先进性在于标记过程为非接触性加工,不产生机械挤压或机械应力,因此不会损坏被加工物品;由于激光聚焦后的尺寸很小,热影响区域小,加工精细,因此,可以完成一些常规方法无法实现的工艺。
激光加工使用的“刀具”是聚焦后的光点,不需要额外增添其它设备和材料,只要激光器能正常工作,就可以长时间连续加工。激光加工速度快,成本低廉。激光加工由计算机自动控制,生产时不需人为干预。
它是使用几台小型激光器同时发射脉冲,经反射镜和聚焦透镜后,使几个激光脉冲在被打标材料表面上烧蚀(熔化)出大小及深度均匀的小凹坑,每个字符、图案都是由这些小圆黑凹坑构成的,一般是横笔划5个点,竖笔划7个点,从而形成5×7的阵列。阵列式打标一般采用小功率射频激励CO2激光器,其打标速度可达6000字符/妙,因而成为高速在线打标的理想选择,其缺点是只能标记点阵字符,且只能达到5×7的分辨率,对于汉字无能为力。
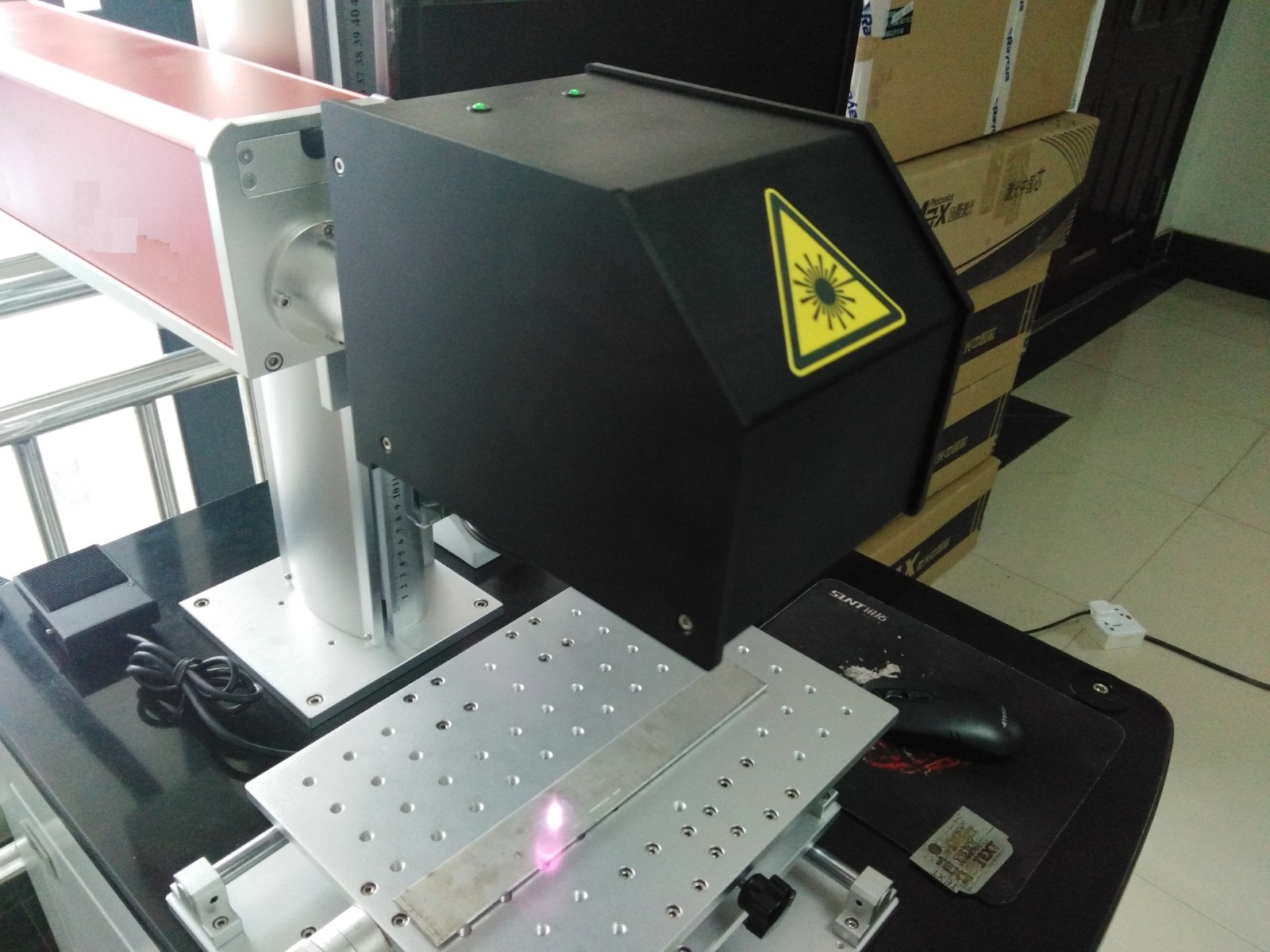
在振镜打标系统中,可以采用矢量图形及文字,这种方法采用了计算机中图形软件对图形的处理方式,具有作图效率高,图形精度好,无失真等特点,极大的提高了激光打标的质量和速度。同时振镜式打标也可采用点阵式打标方式,采用这种方式对于在线打标很适用,根据于不同速度的生产线可以采用一个扫描振镜或两个扫描振镜,与前面所述的阵列式打标相比,可以标记更多的点阵信息,对于标记汉字字符具有更大的优。